
The exterior of the reheat and hot strip mill building. It must have gotten really hot in there, thus the distinctive ventilated roof design
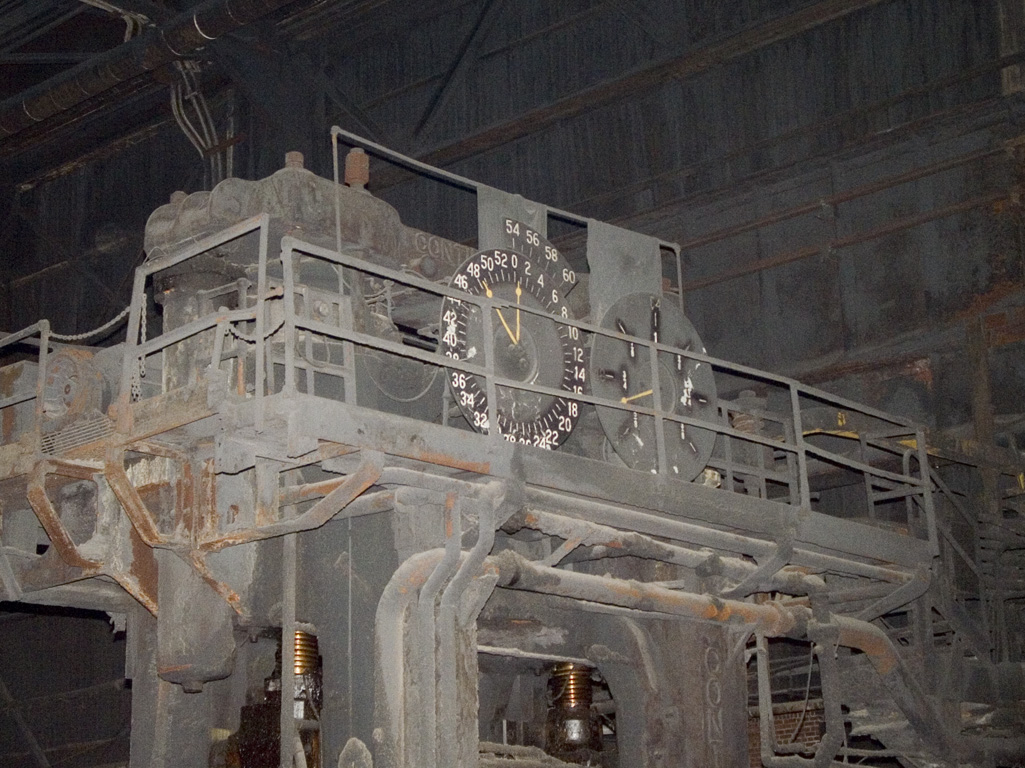
These large gauges sit atop a piece of very heavy equipment at the starting end of the hot strip line. I believe this piece of equipment is called a roughing stand.

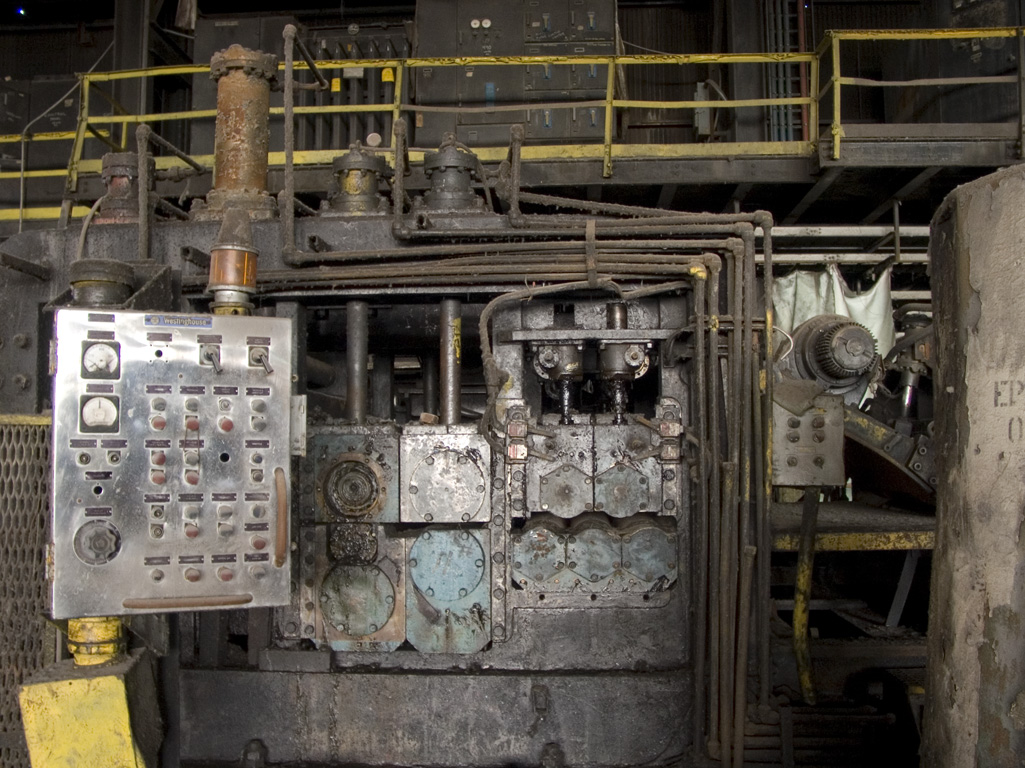
This is the control room / pulpit for the initial stage(s) of the hot strip mill, which I believe is called a roughing stand. Notice the (now falling apart) swanky central-type air conditioning system. I'm not entirely sure why the gender of the janitor on duty is quite so important.


This impressive series of GE motors was, I believe, part of the hot strip mill. I am told that the total installed motor capacity on a modern hot strip line can exceed 125,000 hp. I do not know or even have an estimate of the total motor capacity on this particular line, but it certainly has a lot of motors and some of them are very large.

This motor (and motor-generator set) room was off to one side near what I believe was the beginning end of the hot strip line. The motor-generator sets converted AC power into DC power to drive one or more large DC motors of unknown purpose. Judging from the gauges, each motor-generator set consumed between 800 and 1,000 kW (according to the gauges on the control panel; the actual generator set pictured below has a 1.75 MW rating on its nameplate, and I cannot explain this discrepancy) and produced slightly less DC power than that due to conversion losses.
Notice the ladder on the left of the picture for a sense of scale.




This is one of the ~1 MW motor-generator sets. The generator nameplate is in the subsequent photo.
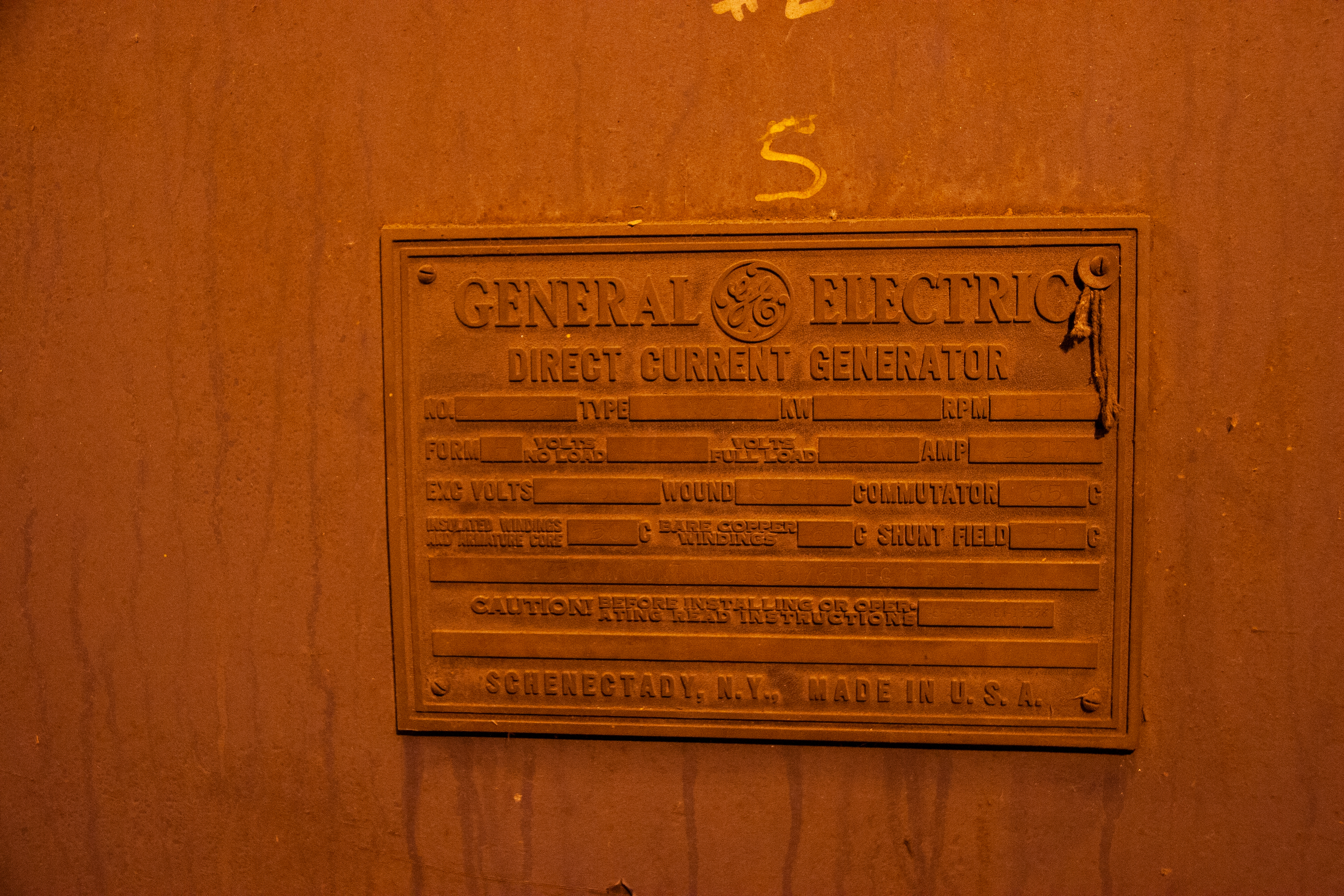
This is the generator of one of the motor-generator sets. Rated at 600 V, 2917 A, 1.75 MW. The 1.75 MW rating is quite a bit higher than the gauges on the motor-generator control panel in this room, which only go up to 1 MW. This is puzzling to me.

These gauges and controls monitor and control the electric equipment in this room (and, I believe, electric equipment in other rooms as well).


The rightmost set of gauges on this panel monitor the power draw of the #1 and #2 descaling pumps, each of which appears to run at up to 700 kW. Descaling in this context is the process of spraying highly-pressurized water at the steel slabs after they exit the reheat furnace at a temperature of 2,350 F but before they enter the hot strip mill proper, so as to remove scale from their surface. I cannot begin to imagine the quantity and pressure of water delivered by a pair of 700 kW pumps.
The next set of gauges monitors the status of two motor-generator sets, I believe both of which are in this room.
Moving farther to the left, the next set of gauges monitors the scarfer substation and some 6600/2400 V transformers.

I can't make out the writing on the labels of the gauges farther to the left on this panel. I wish I'd gotten a better/closer picture.

These look like more motor-generator sets, albeit much smaller than the large ones on the other side of the room.

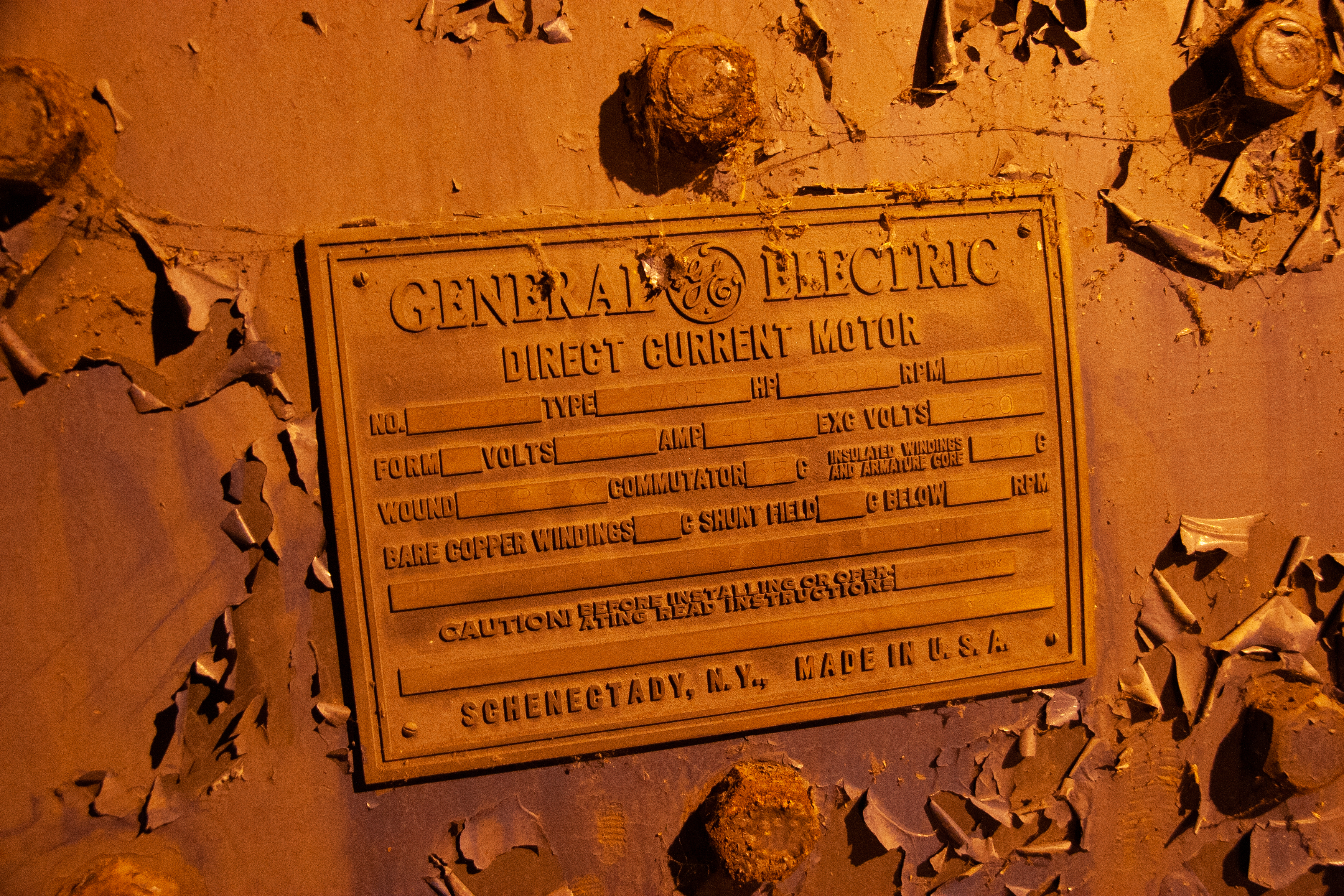
This is a very large 600 V, 4,150 A, 2.49 MW DC electric motor, designed to run at 40 or 100 RPM. Presumably this is the machine (or one of the machines) powered by the large motor-generator sets in this room.

An electric resistance heater was running in the little office/pulpit at the top of those stairs, making the room quite toasty despite the freezing January weather.


I suspect, but am not sure, that some of these large motors turn the rollers in the roughing stand. A bit of web research indicates that large 40/100 RPM DC motors powered by motor-generator sets were commonly used in roughing mills around the time this facility was built.



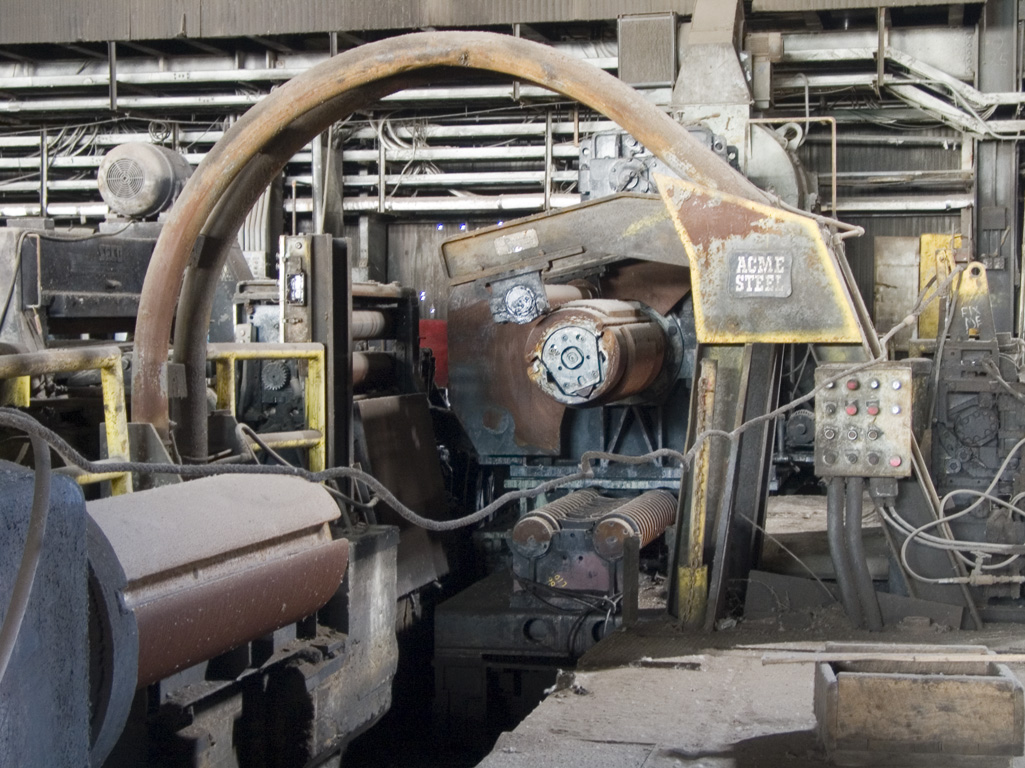
This coiling machine at the end of the hot strip mill (or possibly the end of the pickling line) curled the steel strip into coils.

Another view of what appears to be some coiling equipment
There was a lot of unknown/miscellaneous equipment down by the end of the hot strip line.




